Tecnología de Grupos
Revisión
Bibliográfica
D. E. Herrera,
M. López, M. Bernal, A. Pájaro
(Recibido: 14
de Octubre de 2015; Aprobado: )
Resumen
Con el fin de conocer los
fundamentos teóricos del tema: tecnología de grupos, se presenta a continuación
una reseña bibliográfica del mismo. El artículo está compuesto de definiciones
de los conceptos más importantes, así como de ejemplos que ilustran la
importancia de dicha tecnología. Se concluye que la tecnología de grupos es de
suma pertinencia en el ámbito industrial moderno y que podría representar una
ventaja sustancial para las industrias emergentes tradicionales.
Palabras clave - Tecnología, Familia, Tiempo, Proceso.
Abstract
In order to understand the theoretical foundations
of the topic: group technology, it is below presented a literature review of
it. The article consists of definitions of the most important concepts and
examples that illustrate the importance of this technology. It is concluded
that the Group Technology is highly relevant in the modern industrial area and
could represent a substantial advantage for traditional emerging industries.
Keywords – Technology, Family, Time, Process.
Melissa
López: melissalopez@usantotomas.edu.co Estudiante de Ingeniería, Facultad de
Ingeniería Mecánica, Universidad Santo Tomás.
Daniel
Herrera: danielherrerac@usantotomas.edu.co, Estudiante de Ingeniería, Facultad
de Ingeniería Mecánica, Universidad Santo Tomás.
Andrés
Pájaro: andrespajaro@usantotomas.edu.co, Estudiante de Ingeniería,
Facultad de Ingeniería Mecánica, Universidad Santo Tomás.
Marco
Bernal: marcobernal@usantotomas.edu.co, Estudiante de Ingeniería,
Facultad de Ingeniería Mecánica, Universidad Santo Tomás.
I. INTRODUCCIÓN
Desde el momento en que la
humanidad decidió especializarse en diversos sectores productivos, es decir
fabricar y comerciar bienes, la tecnología disponible y sobre todo la
organización de la producción han sido de vital importancia en términos de la
competitividad y ganancias económicas [2]. Desde la revolución industrial, los
montajes de las grandes fábricas se han vuelto cada vez más comunes, y desde
hace algunas décadas aspectos como la ubicación de las máquinas y del
personal así como el flujo del llamado "work in process" es decir
materia prima en camino a convertirse en producto terminado, se han vuelto en
extremo determinantes para una producción óptima.
Flanders citado por Suresh afirmaba ya en 1924 que el ubicar máquinas similares juntas facilitaba y agilizaba la producción, pero que a su vez podría ser contraproducente en la medida en que las máquinas se ubiquen en departamentos diferentes que involucren desplazamientos adicionales del "work in process". Con esto queremos enfatizar que la tecnología de grupos no solamente busca agrupar productos y máquinas por características comunes, sino también reducir los desplazamientos del producto en transformación. El objetivo central es siempre reducir los tiempos de espera entre una estación y otra, así como aumentar el control sobre los productos o diseños.
II. Marco Teórico
Antes de definir el concepto de tecnología de grupo es necesario formular la siguiente pregunta, ¿Por qué nacen las tecnólogas de grupo? La respuesta nace de la creciente cantidad de empresas en búsqueda de un buen margen de ganancias como de crecimiento sujeto a su producción interna; dos ejemplos claros en los que la tecnología de grupos se vuelve indispensable son los siguientes:
· Procesos tradicionales cuyos tiempos de producción son elevados.
· Productos fácilmente diferenciables y agrupables en familias o subconjuntos.
La tecnología de grupo es una estrategia empleada para lograr eficiencia económica en los sistemas de fabricación en los que las piezas o componentes similares se identifican y agrupan conjuntamente con el fin de aprovechar sus similitudes en el proceso de diseño y fabricación. Las maquinas también se podrían agrupar en unidades de producción llamadas células de producción cuyo único objetivo es transformar la pieza en bruto en una pieza completamente terminada.
Estas tecnologías se enfocan en reducir el número de máquinas duplicadas y aumentar las tasas de utilización de la máquina; en particular, el aumento de velocidad de una máquina mediante la reducción tiempos muertos aumentando la fabricación de piezas mediante la reducción del número de excepciones y la reducción de distancias de viaje para los materiales utilizados dentro de la planta.
Aunque hasta este punto la tecnología de grupos parece algo determinante en el éxito de una empresa, tiene dos problemas sustanciales. El primero es que todas las piezas deben ser examinadas y agrupadas por familias por lo que si tenemos un gran número de piezas, la producción sólo en su fase organizacional será costosa y lenta. El otro impedimento es el tiempo y coste de la reagrupación de la maquinaria de la fábrica ya que dependiendo del tamaño, complejidad y producción de éstas, puede suponer un sobreprecio muy elevado.
Como se dijo las piezas deben estar agrupadas por familias que sean una colección de partes que comparten características de geometría similares o cuyo proceso de fabricación tiene unas tareas similares. Aunque estas características no son suficientes para incluirlas en una misma familia, la no inclusión puede venir dada por las tolerancias, cantidad de producción y materiales que componen las mismas.
Existen 3 técnicas para el agrupamiento de las piezas:
1. Inspección visual
Se clasifican las piezas a partir de los planos y según sus procesos de fabricación en clases, subclases, grupos y subgrupos. Éste método es económico, poco sofisticado y depende de las preferencias personales.
Metodo de clasificación y codificación
La codificación es el proceso de asignar símbolos a las partes y emplearlos en el procesamiento de la información. Los símbolos representan los atributos del diseño de las partes, sus características de manufactura o ambas. La clasificación se refiere al proceso de categorizar un conjunto de partes en familias de partes en función de sus similitudes y luego se separan a causa de una diferencia específica.
Referente al significado de los símbolos del código tenemos tres estructuras usadas:
· Estructura jerárquica donde la interpretación de un símbolo depende de un símbolo anterior. Está basado en una estructura de árbol donde el primer dígito divide el conjunto de partes en los grupos principales como partes de hoja de metal, partes maquinadas, componentes, etc. Los dígitos posteriores siguen con un orden jerárquico pero ahora en subconjuntos.

-Estructura lineal, donde la interpretación de un símbolo siempre es la misma.
Cada dígito en un lugar específico del código describe una propiedad única de la pieza de trabajo:
· Estructura mixta, siendo un híbrido entre las dos anteriores. Un ejemplo de este último se utiliza en el sistema Optiz.
El código básico está formado por nueve dígitos, el cual puede extenderse con la ayuda de 4 dígitos adicionales. Los 9 primeros dígitos intentan cubrir los datos de diseño y fabricación. Los cinco primeros, 12345, denominados código de forma, describen los atributos primarios de diseño de la pieza. Los siguientes cuatro dígitos, 6789, constituyen el código suplementario.

Análisis de flujo de producción (PFA)
Es un método de agrupación de las máquinas empleadas en la fabricación, teniendo en cuenta que máquina necesita cada una de las partes que se fabrican.
Utiliza una matriz en la que las filas representan las máquinas, y las columnas representan las partes. A cada máquina se le asigna un valor numérico y a cada parte una letra. Cuando una parte requiere una máquina en particular, el número de secuencia de funcionamiento se encuentra en la intersección de hoja de cálculo

En la matriz, podemos observar qué máquinas necesita cada una de las partes que se fabrican en una planta. En este caso no existe ningún tipo de agrupación de estas piezas.

En esta segunda matriz, se ven agrupadas claramente las partes y máquinas que se relacionan.

1) En cada fila de la matriz, lea la serie de 1's y 0's de izquierda a derecha como un número binario. Asigne un rango a las filas en el mismo orden que ellas aparecen en la matriz actual.

2) Numere de arriba a abajo. ¿Es el orden actual el mismo que el orden determinado en el paso previo? Si, entonces continúe en el paso 7. Si no, continúa.
3) Reordene las filas en la matriz de incidencia ‘parte máquina’ listándolas en rango decreciente, iniciando arriba.
4) En cada columna de la matriz, lea las series de 1 y 0s de arriba a abajo como números binarios. Asigne un rango a las columnas en orden decreciente. En caso que sean iguales, asigne el rango en el orden que aparecen.

5) Numere de izquierda a derecha. ¿Es el orden de las columnas el mismo que el orden del rango determinado en el paso anterior? Si, vaya a 7. No, continúe.
6) Reordene las columnas en la matriz incidencia parte máquina listándolas en orden decreciente, comenzando por la columna de la izquierda. Regrese al paso 1.
7) Deténgase.

En este caso, es posible dividir las partes y máquinas en tres grupos exclusivos de parte-máquina.
PFA es una aplicación, que nos permite de forma muy eficiente la planificación de la organización de una planta. Es decir, nos sirve para cambiar el diseño de esta de tal manera que la producción pueda aumentar radicalmente reduciendo el tiempo de transporte entre máquinas.
La tecnología de grupos es una estrategia administrativa que ayuda a eliminar los desperdicios causados por los esfuerzos duplicados. Afecta a todas las áreas de la compañía como:
1) Ingeniería de diseño: reducción en el diseño de nuevas partes, reducción del número de dibujos por la estandarización de las partes.
2) Planeación de la distribución: disminución del espacio de producción que se requiera, disminución del esfuerzo en el manejo de materiales.
3) Especificación de del equipo, plantillas y dispositivos: estandarización de equipo implementación de sistema de manufactura celular, reducción significativa de costos incurridos en la liberación de las partes que se requieren manufacturar.
4) Manufactura planeación de procesos: reducción del tiempo de preparación y producción, reducción del número de operaciones de maquinado y del tiempo de programación en equipo de control numérico
5) Manufactura control de producción: reduce el inventario dentro del proceso, facilita la identificación de los cuello de botella, mejora el flujo del material, disminuye los costos del almacenamiento
6) Manufactura control de calidad: reducción de desperdicio generado, mejor calidad del producto, reducción del número de defectos que a su vez conduce a la disminución de la inspección.
7) Compras: reducción de numero de partes y materias primas, ahorro en las compras posibles debido al conocimiento exacto de los requerimientos de la materia prima
8) Servicios al cliente: estimación de costos exactos y más rápidos, administración de las partes de repuesto de manera eficiente dando como resultado un mejor servicio.
DEFINICIÓN SEGÚN DIFERENTES FUENTES
En general, es posible
decir que la tecnología de grupos es una filosofía de manufactura en la cual se
identifican y agrupan partes similares con el fin de aprovechar sus similitudes
en el diseño, planeación de la producción y manufactura. [1] Otra definición es
[2]: Filosofía de manufactura con amplias implicaciones en la industria. Su concepto
base es: Identificar y juntar ítems relacionados por atributos similares para
posteriormente sacar provecho de sus similitudes para desarrollar procedimientos
racionales y simplificados en todas las etapas del diseño y la manufactura.
Fundamentos de Manufactura Moderna: Materiales, Procesos Y Sistemas
[3] Concepto inicial de tecnología de grupos, nota histórica:

La similitud entre las partes permiten que estas sean clasificadas, en cada familia los pasos de procesamiento son similares; esto puede mejorar la eficiencia operativa con la especialización de operaciones en las celdas.
Beneficios y problemas de la tecnología de grupos
Beneficia a aquellas compañías que tienen disposición a aplicarla.
Promueve la estandarización en la instalación de soportes y habilitación de herramientas.
Reduce el manejo del material ya que este se mueve en las celdas de maquinado.
La producción es planeada.
Se reduce el tiempo de producción.
Se simplifica la planeación de procesos.
Se reduce el trabajo.
Se obtiene un trabajo de mayor calidad.
En contraparte, un gran problema es la reorganización de las máquinas de producción, también se requiere tiempo para planeación y puede demorar la transición a este tipo de tecnología.
Lo que toma más tiempo es identificar las familias de partes.
Ejemplo de uso de manufactura flexible, ingeniería concurrente y tecnología de grupos. [4]
MODELADO CON REDES DE PETRI E IMPLEMENTACIÓN CON GRAFCET DE UN SISTEMA DE MANUFACTURA FLEXIBLE CON PROCESOS CONCURRENTES Y RECURSOS COMPARTIDOS
Se presenta el modelado de un Sistema de Manufactura Flexible (SMF), con procesos concurrentes y recursos compartidos mediante Sistemas a Eventos Discretos (SED), específicamente Redes de Petri (RdP), y GRAFCET. El SMF se plantea como un modelo hipotético con el objeto de identificar su dinámica y hallar la secuencia óptima de funcionamiento del sistema. Se desarrolló un modelo matemático que permite estimar el vector de tiempo acumulado de un proceso modelado mediante una simulación, el cual constituye la base para hallar la mejor secuencia posible del sistema modelado. Por último, se realizó una implementación en el Laboratorio de Automatización de la Universidad Militar Nueva Granada, que simula el funcionamiento del SMF modelado por un montaje electrohidroneumático controlado con GRAFCET mediante PLC.
Los Sistemas de Manufactura Flexible (SMF) pueden representarse con Sistemas Dinámicos Híbridos y modelados mediante Sistemas a Eventos Discretos con técnicas tales como Redes de Petri y GRAFCET. Los SMF constan de varias estaciones de trabajo o máquinas controladas por computadora y conectadas entre sí, por un sistema de alimentación y transporte que permite el flujo de trabajos entre los componentes del sistema global. Esta estructura permite la manufactura de múltiples productos de forma simultánea, brindando gran flexibilidad y adaptabilidad. Dado que este tipo de sistemas resulta ser de mayor complejidad que los sistemas convencionales por su modelado y programación, es necesario la implementación de teorías avanzadas tales como las teorías de Sistemas a Eventos Discretos como Redes de Petri y GRAFCET. Así mismo, para encontrar secuencias óptimas de programación dentro de la producción, resulta apropiado utilizar métodos de optimización, métodos heurísticos o técnicas híbridas que combinan las ventajas de diferentes métodos.
CODIFICACIÓN
Dentro de esta tecnología,
tener identificado y controlado el llamado "work in process" es
determinante. Esta identificación se realiza por lo general con una
codificación de los productos, esta busca ser lo más concreta posible pero a su
vez entregar una detallada descripción de cada parte, como de por ejemplo si es
un componente mecánico, eléctrico o hidráulico o de si corresponde a un
componente rotacional, prismático, de potencia o transmisión.
Existen varios métodos de codificación: Opitz 5 digitos (+4 dígitos adicionales), MICLASS (12 dígitos), KK-3 (21 Dígitos), DCLASS (8 dígitos). Cada uno de estos dígitos representa una característica del producto.
PLANEACIÓN DEL PROCESO PRODUCTIVO
La planeación de un proceso productivo consiste en detallar el procedimiento mediante el cual una parte será convertida de material en bruto a un producto terminado. Existen principalmente dos tipos de planeación [1]
1) Generación manual del proceso: Con ayuda de una persona experimentada en procesos de manufactura así como de la mano de libros de taller y alguna documentación técnica adicional, se diseña el proceso productivo.
2) Proceso de planeación asistido por computadora:
- Tipo variante:
Se recuperan planes de proceso existentes de una base de datos en la cual
fueron almacenados con una codificación pertinente.
- Tipo generativo:
Un sistema computacional genera el proceso sin intervención humana. El
proceso de decisión se realiza imitando razonamientos lógicos anteriores e
información de manufactura almacenada.
Para poder
adelantar un proceso de planeación productiva es necesario tener habilidades
para la entender dibujos de ingeniería, familiaridad con los procesos de manufactura,
las herramientas y las materias primas. También se requiere tener idea sobre
los recursos de los proveedores y tener a disposición libros de referencia como
por ejemplo manuales de taller.
Resultados del proceso de planeación [1]
-
Una lista de las operaciones de manufactura
-
Selección de las máquinas y herramientas pertinentes
a cada operación
-
Parámetros de cada operación. Por Ejemplo: Profundidad,
tasa de alimentación, velocidad de corte
-
Materia prima para cada parte
-
Método de inspección para cada operación
RELACIÓN
DE LA TECNOLOGÍA DE GRUPOS CON LA INGENIERÍA CONCURRENTE [2]
Desde
mediados de la década de los 90 el diseño y desarrollo del producto ha sido
influenciado dramáticamente por el cada vez más desarrollado diseño asistido
por computadora. Así las cosas, los grandes bocetos hechos a mano pasaron a ser
archivos de computadora detalladamente codificados, esto permitió hacer una
transición entre las actividades secuenciales: Concepto del producto, diseño preliminar
y manufactura para convertirlas en una operación concurrente utilizando la
operación transversal de todos los equipos (ingeniería concurrente).
Como
parte de los desarrollos anteriormente mencionados, ha aparecido una necesidad
en la industria de un análisis sistemático del producto que permita a los equipos
de diseño investigar y cuantificar en un modo predictivo las consecuencias de los
diferentes conceptos de diseño así como decisiones.
Las
herramientas normalmente utilizadas para este proceso son:
QFD: Quality function Deployment
FMEA: Failure Mode and Effect Analysis
DFX: Design for X
DFMA: Design for Assembly and
Manufacture
DFS: Design for service
DFE: Design for Environment
Estas
herramientas, fundamentales para la ingeniería concurrente, están fundamentadas
en los principios de la tecnología de grupos y la manufactura por células.
Otra definición de la tecnología de grupos es: Fabricación en la que ciertas piezas se agrupan en familias y donde se aprovechan sus similitudes[3], dependiendo de su:

fig1. fabricación de las piezas
La tecnología de grupos esta conformada básicamente de una clasificación la cual se da a entender de la siguiente forma:

La tecnología de grupos nos ayuda a:

fig3. tecnología de grupo
Las piezas se pueden agrupar en:
• Diseño puede ser de dos tipos:
1.Función Y Forma General
2.Detalles De Diseño.

fig4. diseño de elementos
• Fabricación puede ser de dos tipos:
1.Proceso Total
2.Proceso Parcial
3.Operación

fig5. fabricación de los elementos
La tecnología de grupos en las empresas Aporta beneficios a las empresas si estas tienen la disciplina y perseverancia para realizarla.
- Reduce :

fig6. tecnología de grupos como función en las empresas[3]
Metodología para la información de grupos y asignación de equipos
La creación de familias mejoraría gradualmente la eficacia de la fabricación, bajaría los cotos y definiría el costo efectivo de producir un paquete.
La mejor manera de estandarizar involucra la utilización optima del personal, tiempo, materiales y equipo.

fig7. metodología en una empresa
IMPLEMENTACION DE LA TECNOLOGÍA DE GRUPO
Se puede poner en practica mediante tres formas :
Inspección visual: Acomodar todo por grupos conocidos mediante la inspección visual ya sean características físicas o de diseño[4]

fig8. inspeccion visual
Clasificación y Codificación : Designar símbolos a las piezas estos representan atributos o características especificas. Además de codificar las partes para una identificación mas fácil y rápida.[4]

fig9. clasificación y codificación
Poduction Flow Analysis (PFA): Es un análisis de flujo de producción en el cual la finalidad es agrupar la maquinas empleadas en los productos de fabricación. Mediante una matriz que representara las maquinas (las columnas) y las partes (las filas) [4]

fig10. torno convencional
LA FUNCIÓN PRINCIPAL DEL PFA ES:
Cambiar el método convencional de realizar los movimientos en una empresa creando un layout optimizando cada movimiento, realizando una nueva distribución de planta
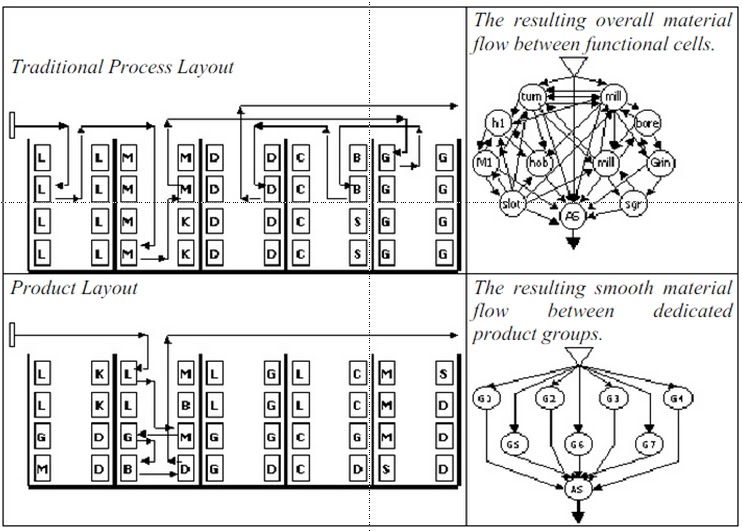
fig11. diferenciamos el proceso tradicional a uno totalmente mejorado
CONCLUSIÓN
La tecnología de grupos es una herramienta muy eficaz y a su vez sencilla de aplicar en nuestra empresa, sabiendo identificar cual metodología es la mas conveniente para nuestro tipo de proceso o centro de trabajo.
Su correcta implementación y utilización arrojara grandes beneficios los cual nos permitirá seguir operando de una forma mas eficaz y mas sencilla a un principio. Es por ello que resulta una buena herramienta de optimización de recursos, espacios, etc., para nuestra empresa.
[1] Lecture notes form Chang´s Book.
[2] N.C. Suresh, J.M. Kay. Group Technology and Cellular
Manufacturing: A state of the Art Synthesis of Research and Practice. Third
Edition. Springer Science Business Media. New York 2013.
[3] Fundamentos de Manufactura Moderna: Materiales, Procesos Y Sistemas, Escrito por Mikell P. Groover
REFERENCIAS:
[3] Fundamentos de Manufactura Moderna: Materiales, Procesos Y Sistemas, Escrito por Mikell P. Groover
[4] Modelado con redes de Petri e implementación con grafcet de un sistema de manufactura flexible con procesos concurrentes y recursos compartidos, Ciencia e Ingenieria Neogranadina. jun2010, Vol. 20 Issue 1, p61-75. 15p. 1 Black and White Photograph, 6 Diagrams, 8 Charts.
No hay comentarios.:
Publicar un comentario